円錐曲げとは、板金素材を円錐形(すり鉢状)に加工する方法のこと。「レジューサ曲げ」「テーパー曲げ」とも呼ばれます。
ベンディングロールに上底と下底の長さが違う台形の板金素材をセットし、上型と下型の間に挟み込んで加工を行います。板全体を均一に曲げるO曲げ(円筒曲げ)に対して、円錐曲げでは曲げ半径が異なる大径側と小径側とでロールへの押し当て力・送り速度・曲げ量などを変えなくてはなりません。このため円錐曲げに対応した設備と高い加工技術が必要です。

円錐加工の事例です。画像掲載元のフタバでは、自社開発の円錐専用ローラーやプレス機を保有し、高精度な一円曲げを行っています。
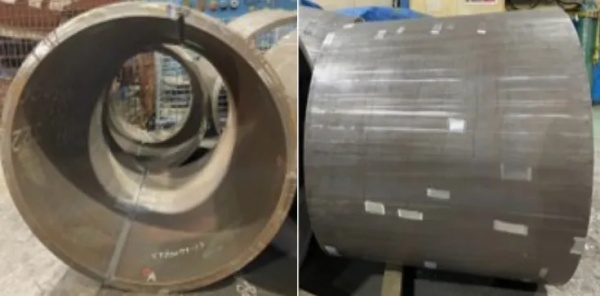
建築用に使用されるテーパー鋼管を加工した事例です。支給された材料を原寸展開し、切断後、プレス加工を実施。開先加工後に、仮組立、タック溶接、寸法検査まで行いました。後の製缶作業で組み立てがスムーズにできるよう、精度が出るよう注意して加工を行っています。
円錐曲げでは、板材の片側にのみ強い力がかかるため、上下ロールを独立して制御できる機構が重要。特に、下ロールを左右別々に動かせる構造は、円錐形状の立ち上がりや角度調整に有効です。
複雑な円錐曲げでは、手動操作だけでは一定の品質を保つのが難しく、熟練技術が求められてきました。CNCベンディングロールであれば、角度・ロール位置・送り速度などをプログラム制御できるため、複雑形状でも高精度な自動加工が可能です。
一部のベンディングロールには、高精度な円錐曲げを可能にするアタッチメントやティーチングプレイバック機能が搭載されています。これにより、試作時の手動操作を記録し、自動再現することが可能となり、段取り時間の短縮や安定加工につながります。
このように、円錐曲げに対応するには、ロール構造や制御機能に一定の条件が求められます。加えて、曲げ加工は板厚・材質・形状によって適した構造や駆動方式が変わるため、導入時には加工対象に合った機種を選ぶことが大切です。
このサイトでは、加工対象の板厚や形状に合わせて、おすすめのベンディングロールメーカーをご紹介しています。
曲げ加工は、板厚・材質・曲げ形状によって、ロール構成や駆動方式、制御性能に求められる仕様が異なります。そのため、ベンディングロールの導入では、加工する板の厚みや形状など、曲げたい部品に応じて選定することがポイントです。ここでは、加工対象別に3つのメーカーをご紹介しています。

小型製品の加工に適した80mm〜100mmのロール径です。油圧式による安定した加圧制御で圧力調整がしやすく、押し傷や曲げムラを抑えて外観品質の高い成形が行えます。
下ロールにウレタンを使用しており、柔らかな表面でワークに傷がつくのを防ぎます。特にステンレスなど、傷が目立ちやすい薄板素材を扱う加工におすすめです。

熟練の技を再現する高度なCNC自動制御により、円錐や多段曲げなどの複雑な形状も自動化。作業者のスキルに依存せず、常に均一で高精度な仕上がりを維持し、生産効率の大幅な向上に貢献します。
特許取得のワーク接触方式※とインバータ制御、さらにロールたわみ補正機能が、多段曲げでも端部のズレを極限まで排除へ。圧倒的な寸法精度と真円度を一発で実現し、手直しや再加工の工数を激減させます。

DAVIの3ロール式可変軸ロールベンダーは、大型・高負荷に対応する複数ギアの駆動システムを搭載。重い負荷をかけても安定した動作が可能で、300mmの特大サイズの部品も加工できます。
頑丈なフレーム構造により、大型・特注形状のプレートや高強度鋼板にも対応可能。高い耐久性が求められる石油・ガス業界での導入実績もあり、高強度な金属部品の加工ニーズに応えます。
