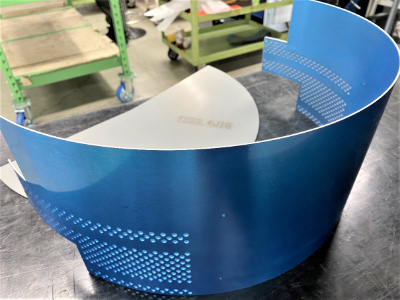
A5052(1.5mm)のアルミ板を用い、レーザプレスで切断後にバリ取りを実施し、ベンディングロールで円弧成形した事例です。両面に傷をつけない加工により外観品質を確保しつつ、等方排気用プレートとして機能性と精度を両立しています。
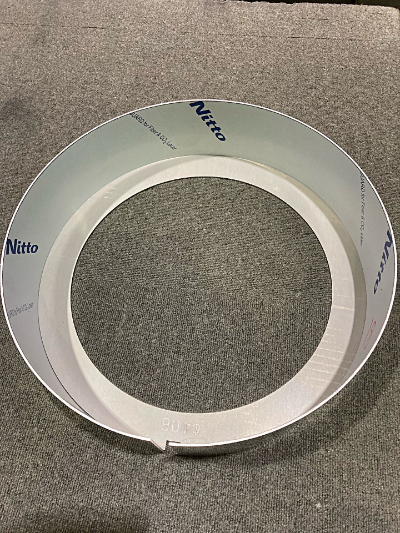
食品装置に採用された、高精度なアルミ製塞ぎ板の加工事例です。板厚2.0mmの素材に対し、3軸ロールベンダーを用いて直径410mmの円筒形状を成形。一度に曲げ切るのではなく、5往復ほど丁寧に行き来させることで、アルミ特有のスプリングバックを抑え、精度の高い曲げ角度を実現しています。
アルミは鉄やステンレスと比較して素材自体が軟らかいため、加工中にキズや打痕がつきやすいという繊細な性質を持っています。ベンディングロールで加工する際には、ロール表面の清掃を徹底することはもちろん、材料に保護フィルムを貼付した状態で成形を行うなどの工夫が必要です。また、金属同士の接触による損傷を避けるために、下ロールにウレタンなどの樹脂素材を被せた専用の機械を使用することも有効な対策の一つと言えるでしょう。仕上がりの美しさが品質を左右する製品においては、こうした物理的なダメージをいかに防ぐかが、加工現場における非常に重要な検討事項となります。
金属を曲げた後に元の形状に戻ろうとする力であるスプリングバックは、アルミ加工において特に注意すべき現象です。アルミは弾性が強いため、目標とする半径よりも少し深く曲げ込む必要があるなど、材料の特性に応じた微調整が欠かせません。この調整を誤ると、設計通りの寸法が得られず、組み立て工程で不具合が生じる恐れがあります。近年では、センサーで曲げ角度をリアルタイムに測定しながら補正を行うCNC制御のベンディングロールも普及しており、これらを活用することで作業者の熟練度に関わらず安定した精度を確保することが期待されています。
アルミ板を急激な角度で曲げようとすると、表面にクラックと呼ばれる微細な亀裂が発生することがあります。これを防ぐためには、材料の種類や板厚ごとに設定されている最小曲げ半径を事前に把握し、無理のない加工条件を設定することが肝要です。さらに、アルミ板の製造過程で生じる圧延方向、いわゆる「目方向」に対しても配慮が必要です。繊維の方向に沿って曲げるのか、あるいは直角に曲げるのかによって、材料の伸びや強度が変化するため、事前の割付や加工計画を綿密に立てることで、製品の破損リスクを大幅に低減させることが可能となります。
アルミのベンディングロール加工は、軽量性や耐食性を備えた高品質な製品を生み出すために非常に有効な手段です。一方で、素材が軟らかくキズが付きやすい点や、スプリングバックによる寸法精度の管理など、アルミ特有の課題への深い理解が求められます。用途に応じた適切な機械の選定や、材料特性を見極めた加工条件の設定を行うことで、美しく精度の高い円筒部材を製造することができるでしょう。製品の品質を安定させるためには、専門的な知識と経験を持つパートナーと協力しながら、最適な加工プロセスを追求していくことが重要になります。
曲げ加工は、板厚・材質・曲げ形状によって、ロール構成や駆動方式、制御性能に求められる仕様が異なります。そのため、ベンディングロールの導入では、加工する板の厚みや形状など、曲げたい部品に応じて選定することがポイントです。ここでは、加工対象別に3つのメーカーをご紹介しています。

小型製品の加工に適した80mm〜100mmのロール径です。油圧式による安定した加圧制御で圧力調整がしやすく、押し傷や曲げムラを抑えて外観品質の高い成形が行えます。
下ロールにウレタンを使用しており、柔らかな表面でワークに傷がつくのを防ぎます。特にステンレスなど、傷が目立ちやすい薄板素材を扱う加工におすすめです。

熟練の技を再現する高度なCNC自動制御により、円錐や多段曲げなどの複雑な形状も自動化。作業者のスキルに依存せず、常に均一で高精度な仕上がりを維持し、生産効率の大幅な向上に貢献します。
特許取得のワーク接触方式※とインバータ制御、さらにロールたわみ補正機能が、多段曲げでも端部のズレを抑えます。圧倒的な寸法精度と真円度を一発で実現し、手直しや再加工の工数を激減させます。

DAVIの3ロール式可変軸ロールベンダーは、大型・高負荷に対応する複数ギアの駆動システムを搭載。重い負荷をかけても安定した動作が可能で、300mmの特大サイズの部品も加工できます。
頑丈なフレーム構造により、大型・特注形状のプレートや高強度鋼板にも対応可能。高い耐久性が求められる石油・ガス業界での導入実績もあり、高強度な金属部品の加工ニーズに応えます。
